Physical AI for Manufacturing - Own Your Operational Intelligence
Deploy AI trained on your specific equipment signatures and process data. Eliminate unplanned downtime, close the quality gap, and build operational intelligence that transfers permanently to your infrastructure. No platform replacement required.

Engineering Intelligence Led Advantage for Your Operations
The manufacturers compounding operational advantage in 2026 share one structural characteristic: they own their process intelligence. Every equipment cycle, every quality signal, every throughput anomaly compounds inward, toward their models, their infrastructure, their decisions. For the operators still running on vendor-hosted monitoring platforms and generic ERP analytics, that gap is not closing. It is widening every production shift. The intelligence required to close the gap is already being generated on your shop floor. It is being captured by someone else.
The Downtime Drain
Unplanned equipment failures consume 5 to 20 percent of productive capacity across global manufacturing operations. The telemetry required to predict 70 percent of these events is already being collected. It is not being reasoned over.
The Quality Cost Gap
23% of manufacturing defects are caught post-production, at 8 to 10 times the remediation cost of detection at the point of origin. Generic monitoring platforms detect statistical patterns. They cannot reason over your specific process signatures.
The OEE Divide
Top-quartile manufacturers achieve 85 percent and above in Overall Equipment Effectiveness. Median operators run at 60 to 65 percent. The gap is not capital expenditure. It is owned intelligence infrastructure.
Why Equipment Data Does Not Become Equipment Intelligence
The challenge in manufacturing is not data scarcity. Production lines generate vast volumes of telemetry, operational, and quality data every day, yet most systems remain designed to record activity rather than reason over it. The gap is not in signal generation. It is in how that signal is transformed into operational decisions.
- Production systems capture equipment, process, and quality data, but operate as systems of record rather than systems of reasoning, leaving critical decisions dependent on manual analysis.
- Equipment monitoring platforms identify anomalies, but the intelligence generated from those patterns often compounds within vendor-controlled systems rather than the manufacturer's own operational environment.
- Maintenance schedules are typically driven by predefined intervals rather than actual equipment condition, resulting in unnecessary servicing for some assets and unplanned failures for others.
- Quality issues are frequently identified after production has been completed, limiting the ability to intervene while the conditions that created the defect are still observable.
- Every production cycle generates operational learning. The organizations that retain and train on that learning build compounding intelligence, while those dependent on external platforms transfer that advantage elsewhere.
At CodeNinja, we deploy Physical AI trained on your specific equipment signatures, process sequences, and quality profiles, and then build the owned application infrastructure that makes that intelligence permanently accessible. The result: operational data that compounds toward your organization, not toward your vendors.
The Production Cost of Monitoring Without Reasoning
Equipment and Maintenance
- 5 to 20 percent of productive capacity lost to unplanned downtime events that equipment telemetry signaled weeks earlier, before the maintenance system was updated.
- Preventive maintenance scheduled by calendar interval rather than equipment state, generating unnecessary maintenance costs on healthy assets and missing failures that develop between visits.
- Maintenance crew deployment based on work order queue rather than real-time equipment risk, creating a consistent mismatch between where failures are developing and where maintenance resources are positioned.
Quality and Inspection
- Post-production defect detection at 8 to 10 times the remediation cost of at-source detection, with the process condition that caused the defect no longer observable at the point of analysis.
- Generic machine vision thresholds applied to product-specific geometries and material tolerances, producing false pass rates that appear in customer return data rather than in production quality reports.
- ISO 9001 and IATF 16949 compliance records generated manually from inspection sampling, exposing certification risk on every production run that continuous monitoring would eliminate.
Throughput and Scale
- Production scheduling decisions made against planned capacity assumptions rather than real-time equipment state and WIP position, creating bottlenecks that propagate across shifts before they are identified.
- OEE reporting confirming throughput losses after the shift closes rather than flagging developing constraints during the shift while recovery is still achievable.
- Facility expansion requiring replication of maintenance and quality expertise that currently exists in the institutional knowledge of senior technicians rather than in transferable, owned model infrastructure.
Building Sovereign Intelligence for Manufacturing Operations
Operational resilience is built by embedding owned reasoning into the workflows that drive production efficiency, quality outcome, and equipment life. These are the four capabilities CodeNinja structures every manufacturing engagement around.
- Predictive Equipment Failure Detection
- Visual Quality Inspection and Defect Recognition
- Production Intelligence and Throughput Optimization
- Sovereign Weights and Golden Path Datasets

Predictive Equipment Failure Detection
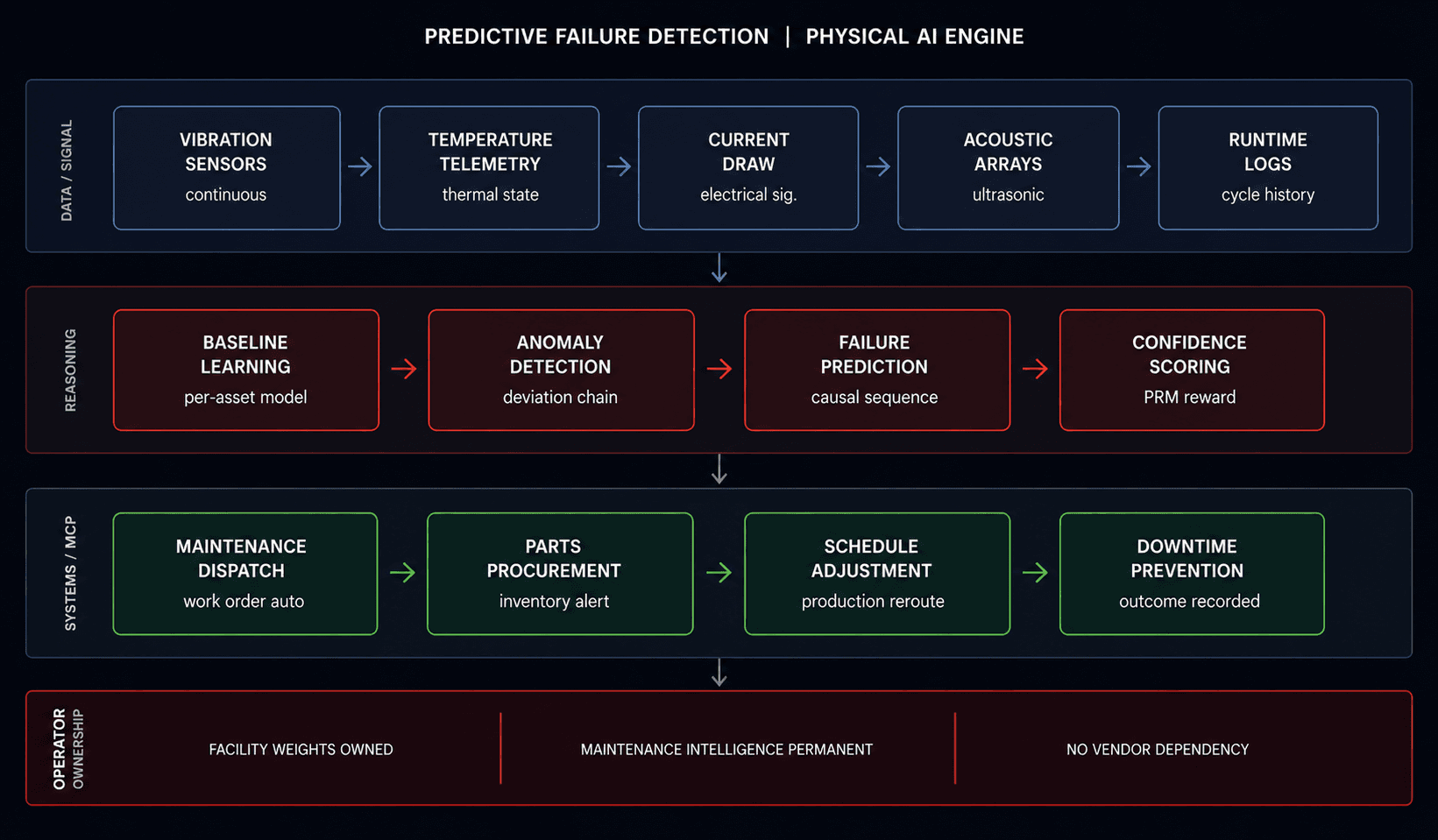
Training Approach: Process Reward Modeling trains the failure detection model at each step of the reasoning chain on your specific equipment baselines, not on industry-average thresholds. The model learns what normal vibration, temperature, and current draw look like for each asset at each load state and operating condition. Deviation patterns are evaluated against the developing failure sequence for that specific asset, not against a generic anomaly threshold.
What Changes at the Production Level: Unplanned downtime events are predicted 2 to 6 weeks before failure on covered assets, with sufficient lead time for planned maintenance, parts procurement, and crew scheduling. False positive rates fall from 40 to 60 percent on generic systems to under 8 percent on facility-specific models, eliminating the alert fatigue that causes operators to disable warning systems. Maintenance shifts from calendar-interval scheduling to condition-based work orders. Unplanned downtime reduces by 60 to 70 percent across covered assets. Maintenance spend decreases by 15 to 25 percent.



The Physical AI Deployment Cycle
The 6-Month Physical AI Cycle is structured as three sequential phases, each with defined outputs, validation checkpoints, and operator sign-off before the next phase begins. No production infrastructure is replaced. No operational downtime is required during deployment.
PHASE 1
MONTHS 1 TO 2
Signal Baseline Sensor integration across covered assets via OPC-UA, MQTT, REST, and direct database connectors. Baseline signal collection for failure detection, quality inspection, and throughput modeling. Initial equipment state profiles established. No AI inference in production during this phase. Operator validation of signal coverage and baseline accuracy before Phase 2 begins.
PHASE 2
MONTHS 3 TO 4
Process Reward Modeling trains failure detection, defect recognition, and throughput optimization models on facility-specific data. Adversarial validation using double-blind annotation protocol. Published accuracy targets validated against operator-defined standards, not vendor benchmarks. Operator and domain expert review before production deployment is authorized.
PHASE 3
MONTHS 5 TO 6
Live Physical AI inference across covered assets and production lines. Operator-facing dashboards, alert routing, and maintenance dispatch integration. Final model benchmarking against production outcomes. Formal transfer of all fine-tuned weights and Golden Path datasets to operator infrastructure. CodeNinja retains no access after transfer.
Physical AI in Manufacturing Operations: Production Use Cases
Predictive Equipment Failure Detection Engine
The Problem
Manufacturing facilities absorb 5 to 20 percent of productive capacity in unplanned downtime events, each arriving without organizational preparation. When a bearing fails or a motor exhibits thermal runaway, the maintenance response begins after the line has stopped. The vibration anomaly that preceded that failure was present in equipment telemetry for 2 to 6 weeks, developing progressively, at an amplitude pattern that is distinct from the normal operating baseline of that specific machine at that specific load state. Generic monitoring platforms do not learn your machine. They apply industry-average thresholds and produce false positive alert rates of 40 to 60 percent, conditioning operators to dismiss alerts before the real failure event is flagged. The result is not a monitoring gap. It is a reasoning gap. The signal was there. The system could not interpret it.
The Solution
The Predictive Failure Detection Module deploys across covered assets, ingesting vibration, temperature, current draw, and acoustic signatures continuously. The model is trained on your equipment's baseline at each load state, operating condition, and production rate. When a deviation pattern matches the developing failure sequence for that specific asset, the maintenance team receives an intervention signal with the component at risk, the confidence level, and the estimated remaining useful life. Planned maintenance is scheduled with sufficient lead time for parts procurement and crew allocation. The failure does not become a production stoppage. At engagement completion, the failure detection model and its facility-specific training data transfer permanently to the operator. The maintenance team retrains independently on new assets as the facility grows.
Visual Quality Inspection and Defect Recognition Module
The Problem
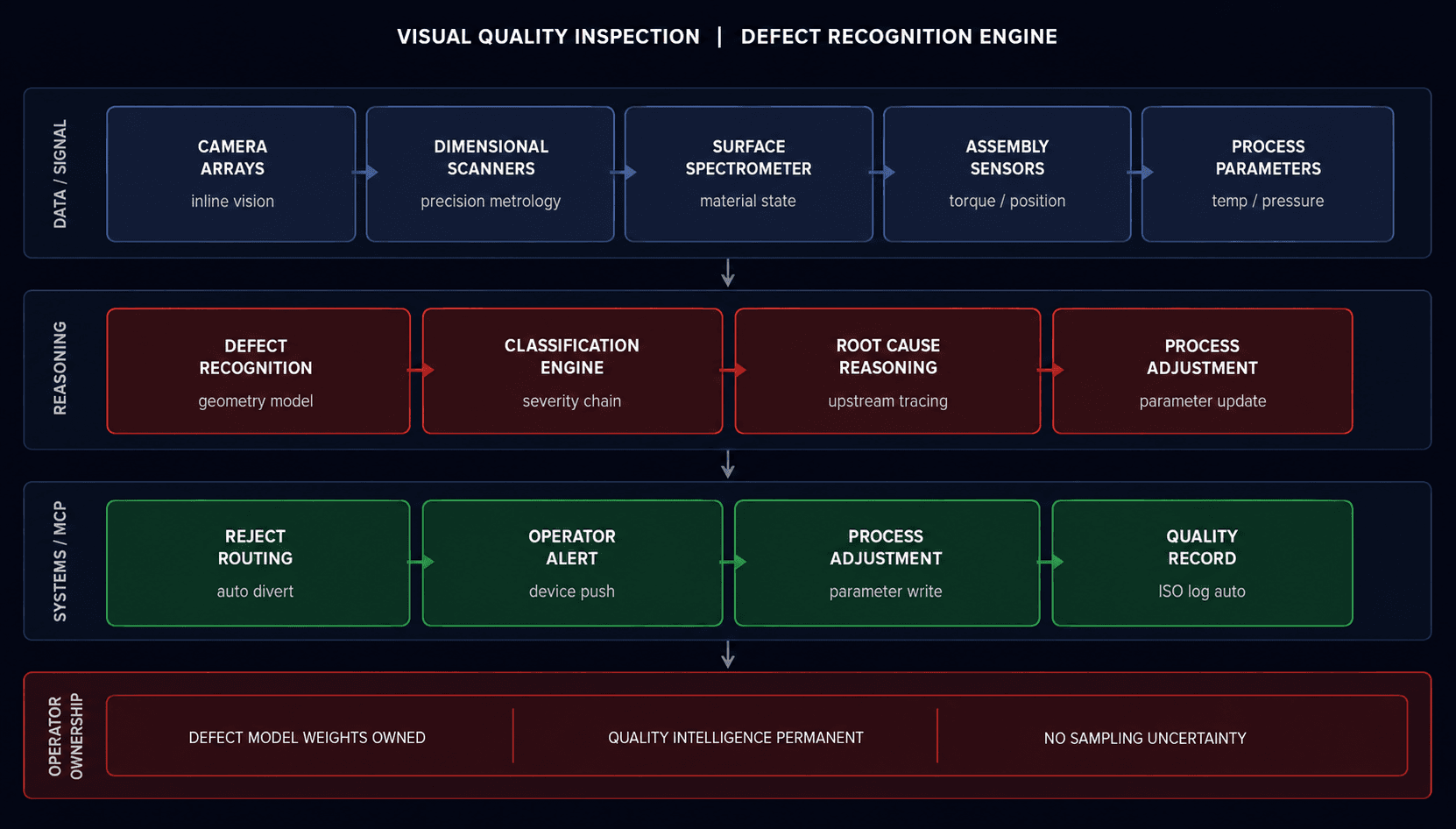
23 percent of manufacturing defects are caught post-production, at 8 to 10 times the remediation cost of detection at the point of origin. Manual visual inspection is the default quality layer on most production lines. It is operationally inconsistent because human inspection accuracy declines with shift duration, production volume, and task repetition. Generic machine vision systems apply defect libraries built on industry-average samples that do not reflect your product's specific geometry, material variance, and acceptable surface tolerance. They generate false rejection rates on acceptable product and false pass rates on product that fails at the customer. The 3.1 percent post-production defect rate that appears as a warranty cost started as a production condition that the quality system did not catch in the shift it was produced.
The Solution
The Visual Quality Inspection Module deploys camera arrays, dimensional sensors, and surface spectrometers at each critical inspection point on covered lines. The defect recognition model is trained on your product geometries, your material variance bands, your acceptable tolerances, and your specific defect signatures from historical production data and domain expert annotation. Every unit is inspected against your quality standard, continuously, at production speed. When a defect is detected, the unit is automatically routed for rejection, the operator receives device notification with the defect classification and visual confirmation, and the upstream process parameter most correlated with that defect and visual confirmation, and the upstream process parameter most correlated with that defect type is flagged for process engineering review. The quality intervention happens during production, not during customer returns. All defect model weights and Golden Path training datasets transfer permanently to the manufacturer at engagement completion.
Production Intelligence and Throughput Optimization
The Problem
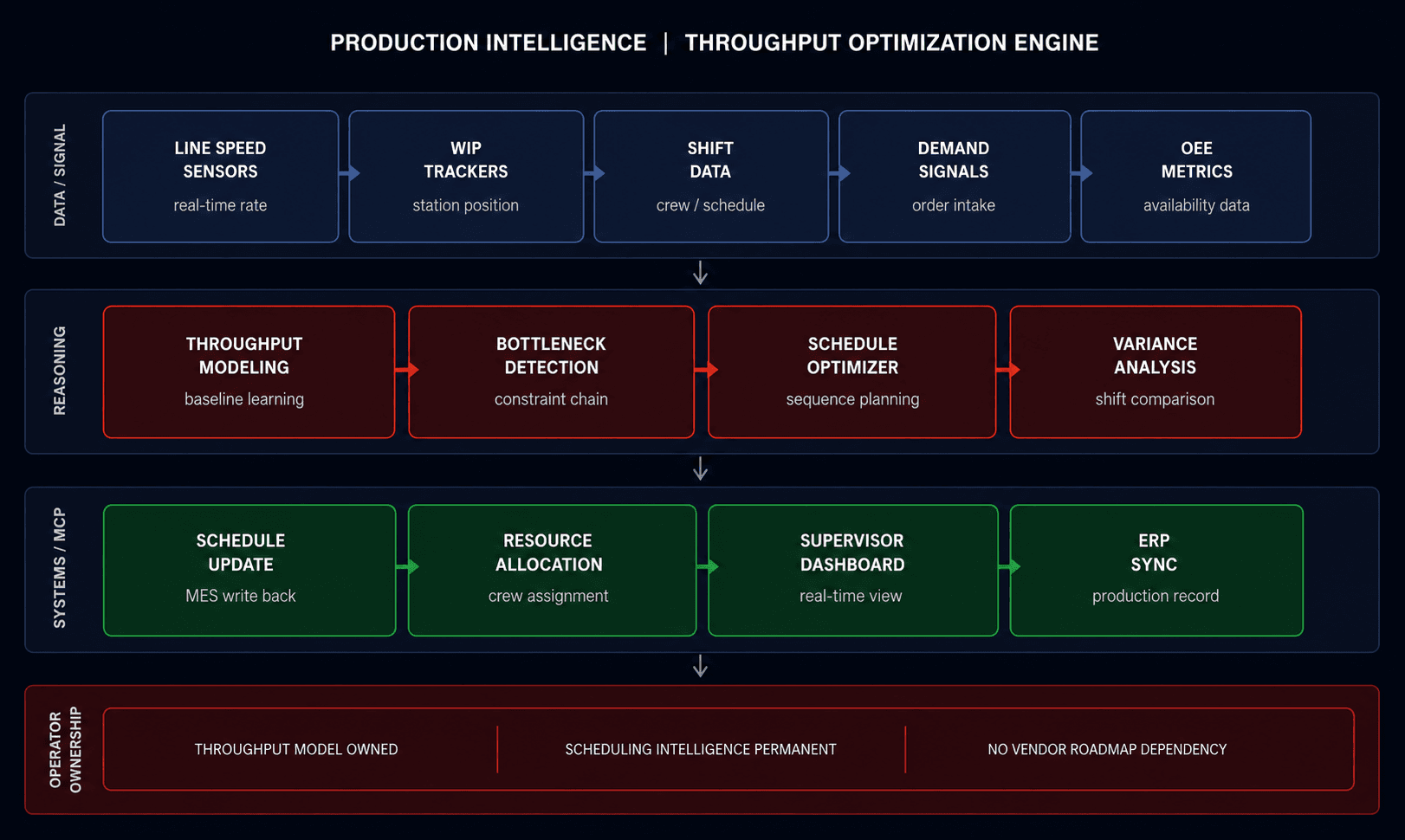
Top-quartile manufacturers achieve 85 percent Overall Equipment Effectiveness and above. Median operators on equivalent capital run at 60 to 65 percent. The gap is not equipment investment. It is the ability to identify a bottleneck at Station 3 during the shift it develops rather than confirming the throughput loss in the end-of-shift OEE report. Production scheduling without real-time equipment state intelligence is planning against assumptions. When a bottleneck develops upstream, downstream lines continue building WIP at planned rate until the constraint propagates far enough to stop the line. By the time the event appears in any reporting system, the recovery options for that shift have closed. The throughput loss is confirmed, not prevented.
The Solution
The Production Intelligence Module connects line speed sensors, WIP tracking, shift scheduling data, equipment state signals, and demand intake into a unified throughput picture updated in real time across the facility. The throughput baseline is learned at the product family, line, and shift level. When cycle time at a station increases beyond the learned baseline for that configuration, the downstream constraint impact is modeled and the production supervisor receives the specific intervention required to recover the shift target before the bottleneck propagates. OEE improves by 8 to 15 percentage points across covered lines. Throughput increases of 10 to 20 percent are delivered on existing capital without additional headcount. The throughput model and its facility-specific training corpus transfer permanently to the operator at Phase 3 completion.
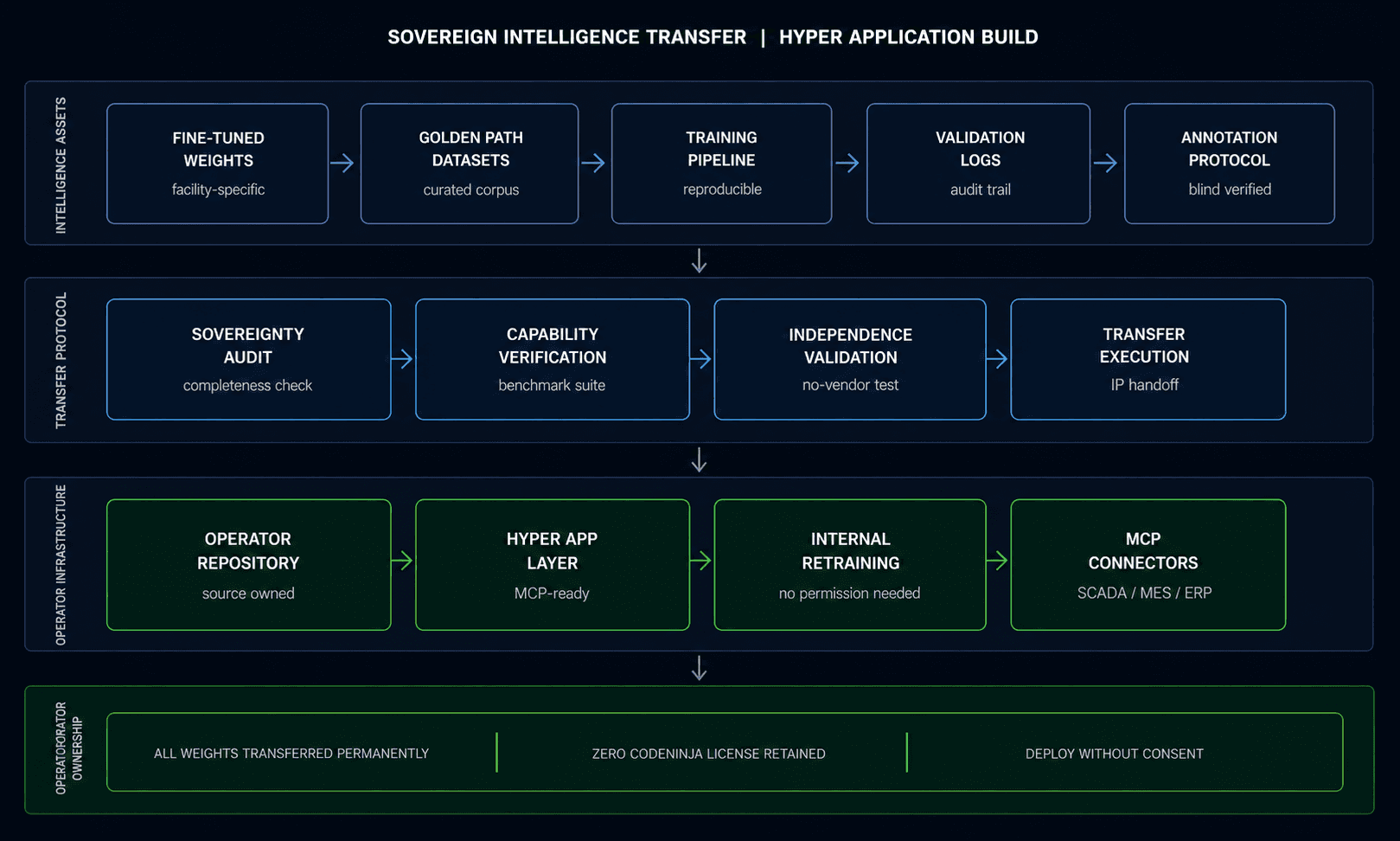
Sovereign Transfer: Permanent Ownership of Facility Intelligence
The Problem
Every AI deployment that routes facility telemetry through a vendor monitoring platform is a training cycle that improves the vendor's model, not the operator's. Detection parameters cannot be updated without vendor roadmap prioritization. New equipment cannot be onboarded without a new vendor contract. Expanding to a new facility requires starting the deployment cycle again from the vendor's generic baseline, because the intelligence the previous facility generated is not transferable. Operators who have been building facility-specific AI capability for 18 months are now compounding their advantage quarterly. The manufacturers still in vendor evaluation cycles run 18 to 24 months before reaching production deployment, during which every production shift adds to the intelligence gap rather than closing it.
The Solution
At the conclusion of the 6-Month Physical AI Cycle, all fine-tuned model weights from the failure detection, quality inspection, and throughput optimization training cycles transfer to the operator's infrastructure as permanent intellectual property. Golden Path datasets, the curated and domain-expert-validated training corpora covering your specific equipment signatures, defect profiles, and production patterns, transfer permanently. The operator may deploy, retrain, extend to new equipment families, or expand to additional facilities using these models without CodeNinja's involvement or consent. The internal engineering team can run the next retraining cycle independently. The facility intelligence that was previously compounding toward a vendor platform now compounds inside the operator's own infrastructure, on the operator's own schedule, without renewal costs or permission requirements.
Frequently Asked Questions
